
Что было сделаноПровели масштабную экспертизу промышленной безопасности зданий и сооружений

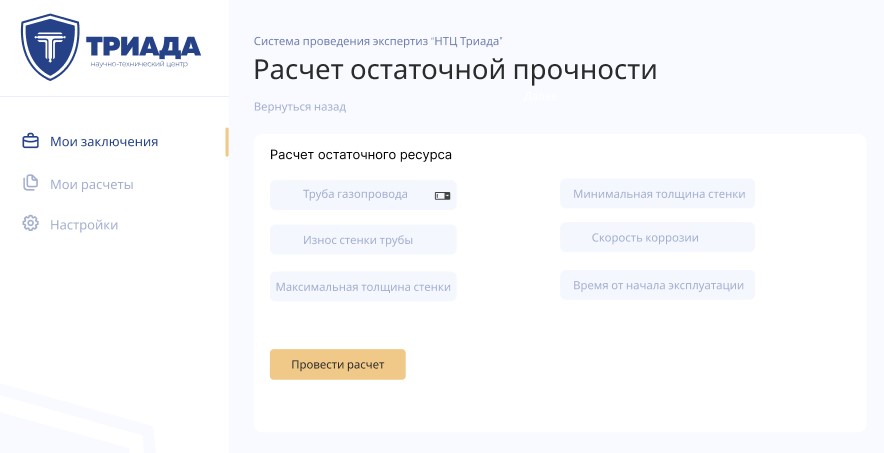
Что было сделаноПровели экспертизу промышленной безопасности сети газопотребления. В рамках

Что было сделано: Провели масштабную экспертизу промышленной безопасности всех зданий

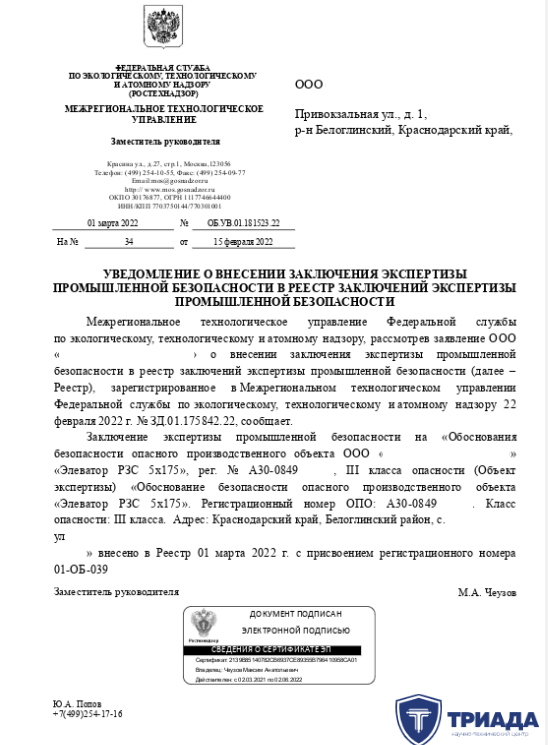
Разработали обоснование безопасности для элеватора для крупного комбината хлебных продуктов.

Помогли оформить лицензию на эксплуатацию опасного производственного объекта для газонаполнительной

Провели повторную идентификацию опасного производственного объекта (в связи с проведенным

Светлана Баблоева
Исполнительный директор