


Директор по развитию, специалист в области промышленной безопасности и проектирования ОПО
Какие сосуды подлежат осмотру?
Осмотру подлежат сосуды под давлением, обладающие признаками опасности, которые установлены Приказом Ростехнадзора №536 (от 15.12.2020).
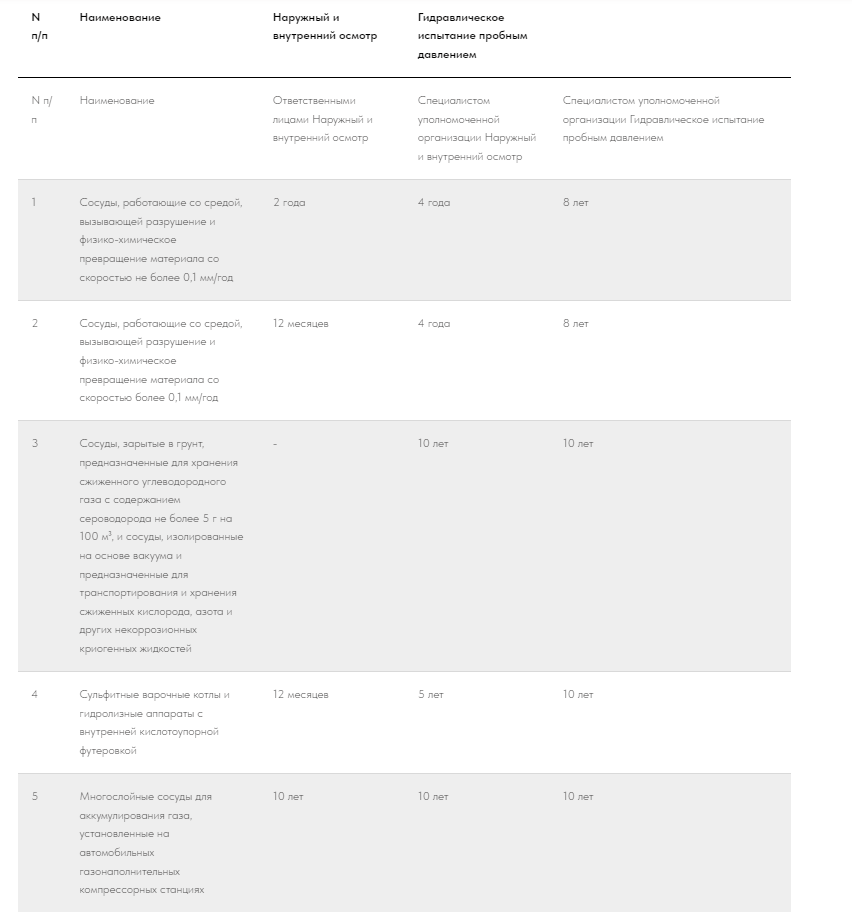
Ниже представлена таблица с перечнем оборудования, которое подлежит периодическому обследованию.
Когда проводится дефектоскопия?
Осмотр оборудования под давлением должен проводиться в рамках следующих процедур:
- в рамках эксплуатационного контроля (периодичность такого осмотра определяет главный инженер/ответственный за производственный контроль). Он проводится самостоятельно без привлечения экспертной организации. Рекомендуется проводить визуальный осмотр — не реже 1 раза в смену;
- в рамках технического освидетельствования. Для технического освидетельствования привлекается независимая организация (например, наша компания). В рамках технического освидетельствования проводится неразрушающий контроль сосуда под давлением (как правило, применяется магнитный, ультразвуковой и капиллярный метод контроля). Периодичность освидетельствования сосуда указана в его паспорте либо в ФНП (если известна коррозийность его среды). Ниже будет представлена таблица с указаниями сроков технического освидетельствования оборудования под давлением согласно Приложению к Приказу Ростехнадзора №536.
- в рамках экспертизы промышленной безопасности. Проводится после окончания срока эксплуатации сосуда, который указан в его паспорте или при утере паспорта/ отсутствии в нем срока эксплуатации. Экспертизу проводит независимый экспертный центр, имеющий лицензию (например, наша организация).
Мы подскажем, какие документы необходимы, как пройти экспертизу и избежать рисков при проверках.
ведущий менеджер
по работе с клиентами
Рекомендации по осмотру сосуда (программа полного осмотра сосуда под давлением)
Ниже разработали для вас программу по осмотру сосуда, работающего под давлением, на основании ФНП № 536. Она содержит рекомендательный характер, поэтому рекомендуем обращаться к нашим экспертам за составлением программы обследования именного вашего оборудования (поскольку методы неразрушающего контроля и проведения испытаний могут сильно отличаться в зависимости от условий эксплуатации, например, в некоторых случаях возможно заменить гидравлические испытания сосуда пневматическими).
1. Проверьте следующую техническую документацию под давлением:
- Паспорт оборудования;
- Эксплуатационные документы (техническое описание, инструкция по эксплуатации, формуляр, сменный журнал, производственные инструкции);
- Прочие материалы, содержащие сведения о техническом состоянии оборудования;
- Предписания территориального органа Ростехнадзора;
- Результаты предшествующих технических диагностирований и освидетельствований, ремонтно-восстановительных работ.
2. Проведите визуальный и измерительный контроль стенок.
Визуальному контролю подвергается наружная и внутренняя поверхность оборудования. При осмотре обратите внимание на:
- Коррозионные повреждения металла в местах возможного попадания и скапливания влаги;
- Трещины, риски, вмятины, механические повреждения.
Выявленные дефекты отметьте маркерами или краской для последующего измерения и контроля методами дефектоскопии (с помощью лаборатории неразрушающего контроля).
Визуальный контроль проводите невооруженным глазом и (или) с применением визуально-оптических приборов до 20-кратного увеличения. Для этого используйте исправный и укомплектованный набор ВИК для измерения формы и размеров элементов сосуда и поверхностных дефектов. Для измерения линейных размеров используйте штриховые меры длины, лазерный нивелир и образцы шероховатости по соответствующим стандартам. При выявлении трещин на поверхности сосуда, выбракуйте его.
Погрешность измерений дефектов не должна превышать 0,1 мм, а измерений наружного диаметра — 1 мм.
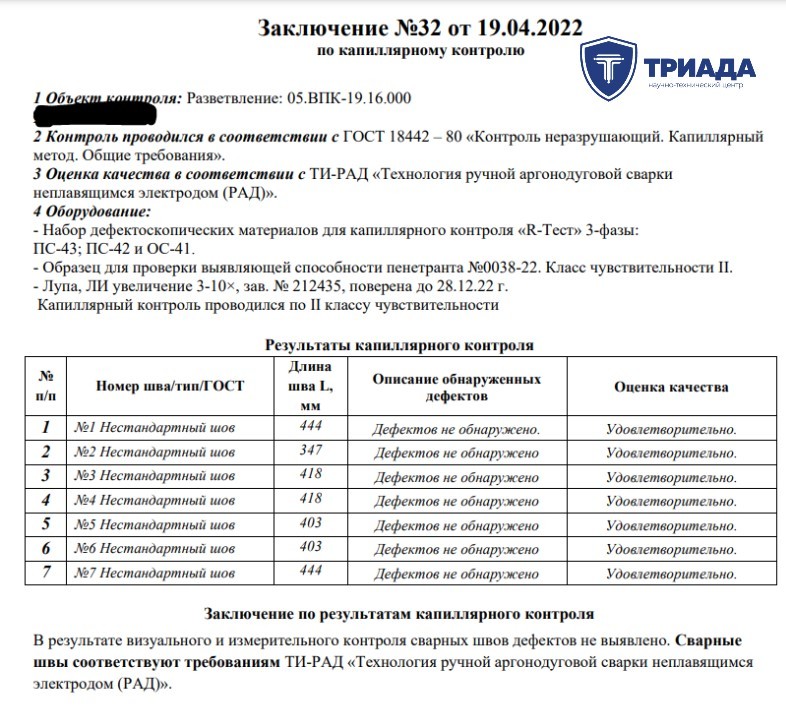
3. Проведите цветной капиллярный контроль.
Выполните контроль проникающими веществами основного металла сосудов. Используйте цветной капиллярный метод в соответствии с ГОСТ 18442-2019 «Контроль неразрушающий. Капиллярный метод» и РД 13-06-2006.
Обязательному контролю методом цветной дефектоскопии подлежат следующие участки:
— Пересечения продольного сварного шва наружной обечайки и кольцевых швов приварки днищ (контрольный участок 200х200 мм).
— Участки с возможными трещинами, выявленные при визуальном контроле.
При обнаружении трещин, подозрений на остаточные деформации или значительную овальность обечаек (по результатам визуального контроля), увеличьте количество контролируемых участков вдвое.
Оформите заключение и составьте необходимые схемы контроля по результатам цветного капиллярного контроля.
4. Выполните расчет сосудов на прочность при воздействии внутреннего избыточного давления. Используйте ГОСТ 34233.1-2017, ГОСТ 34233.2-2017 в случае обнаружения дефектов, превышающих допустимые нормы.
5. Проведите ультразвуковой контроль стенок оборудования, а также сварных соединений.
При проведении ультразвукового контроля качество сварных соединений считается удовлетворительным при соблюдении следующих условий:
- выявленные несплошности не являются протяженными;
- расстояние по поверхности сканирования между двумя соседними несплошностями не менее условной протяженности несплошности с большим значением этого показателя;
- эквивалентные площади и количество одиночных несплошностей не превышают нормы, установленные в НД.
6. Проведите гидравлические испытания.
Перед проведением гидравлического испытания сосуд должен быть подвергнут внутреннему и наружному осмотру, а сварные швы проконтролированы ультразвуковым методом. Гидравлические испытания проводятся под пробным давлением.
Значение пробного давления зависит от типа оборудования и условий его эксплуатации (обычно она указана в паспорте сосуда). Перед началом испытания сосуд заполняется водой, и из него полностью удаляется воздух, чтобы предотвратить образование воздушных пробок, которые могут исказить результаты испытания. Давление в нем постепенно повышается до уровня пробного давления, которое должно быть плавно доведено до расчетного значения.
Время выдержки под пробным давлением должно быть указано в технической документации, но не менее 10 минут для паровых и водогрейных котлов. Для других типов оборудования время выдержки зависит от толщины стенок. После выдержки под пробным давлением давление снижается до рабочего уровня, и проводится осмотр сосуда для выявления утечек, разрывов, трещин и других дефектов.
7. После испытаний проведите повторный неразрушающий контроль (в том числе и методом акустической-эмиссии). Убедитесь, что после проведения испытаний не возникли дефекты сварных соединений или поверхностей.
По завершении работ оформите протоколы и заключения по каждому методу контроля, а также акт технического диагностирования.
Результат осмотра
После проведения осмотра составьте протокол контроля сосуда. Ниже представлен шаблон акта диагностирования с дефектной ведомостью. Вы можете его скачать и использовать для проведения осмотра оборудования под давлением.
Образец протокола осмотра сосуда (оборудования под давлением)
Наши эксперты бесплатно проконсультируют и рассчитают стоимость услуги!
ведущий менеджер
по работе с клиентами
Наши эксперты написали для вас более 200 статей по промышленной, экологической безопасности и проектированию. Их прочтение поможет Вашему предприятию детально ознакомиться с актуальными законодательными требованиями.
