

Анатолий Тужилкин
Руководитель отдела по промышленной безопасности

Руководитель отдела по промышленной безопасности
Ультразвуковой контроль (сокращенно УЗК) — современный метод неразрушающего контроля, применяемый в дефектоскопии.
Ультразвуковой метод основан на прозвучивании объекта различными волнами (поверхностными, горизонтальными, продольными). Ультразвуковой неразрушающий контроль часто применяется для контроля состояния сварных соединений, стыков, склеек, металлических и иных поверхностей.
Ультразвуковой контроль позволяет обследовать объект без причинения ему ущерба (без деформации).
Ультразвуковой метод обладает следующими достоинствами:
Ультразвуковые методы контроля качества металлов и сварочных соединений имеют ряд преимуществ: безопасность для человека, высокая скорость и точность исследования, низкая стоимость, высокая мобильность и возможность проведения ультразвукового контроля на действующем объекте. Также ультразвуковой контроль сохраняет целостность объекта при проведении контроля.
Ультразвуковой контроль позволяет эффективно выявлять следующие дефекты:
Ультразвуковой неразрушающий контроль имеет следующие недостатки:
Ультразвуковая дефектоскопия не позволяет провести неразрушающий контроль следующих объектов (элементов):
Несмотря на эти недостатки, ультразвуковой контроль является надежным и эффективным методом неразрушающего контроля, который широко используется в строительной отрасли для контроля качества сварных соединений, измерения прочности бетона и кирпича, определения качества материала, измерения глубины и обнаружения дефектов.
Рассчитаем стоимость работ по техническому диагностированию, экспертизе промышленной безопасности, техническому освидетельствованию любого объекта. Имеем лицензию и свою лабораторию НК. В штате - бригада дефектоскопистов.
ведущий менеджер
по работе с клиентами
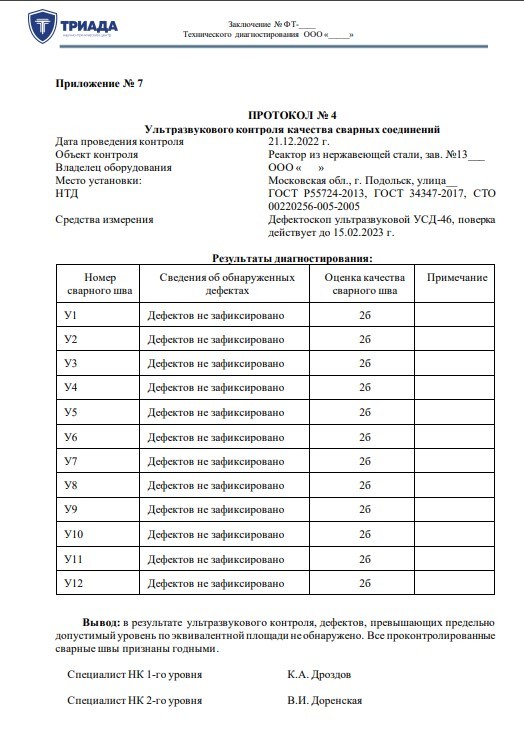
В результате контроля объекта ультразвуковым методом дефектоскопистом выдается протокол неразрушающего контроля.
В протоколе указывается:
Наши эксперты бесплатно проконсультируют и рассчитают стоимость услуги!
ведущий менеджер
по работе с клиентами
Проведение ультразвукового контроля сварных швов регламентируется ГОСТ 55724-2013. Ниже вы можете скачать актуальную версию ГОСТ УЗК сварных швов.
При проведении ультразвукового контроля сварных соединений применяются: эхо-импульсивный, зеркально-теневой, эхо-зеркальный, эко-теневой, дифракционный методы контроля.
В результате ультразвукового контроля сварных соединений и швов, все выявленные дефекты, оцениваются и обозначаются буквой.
А — дефект, эквивалентная площадь (амплитуда эхо-сигнала) и условная протяженность которого равны или менее допустимых значений;
Д — дефект, эквивалентная площадь (амплитуда эхо-сигнала) которого превышает допустимое значение;
Б — дефект, условная протяженность которого превышает допустимое значение;
Г — дефекты сварных соединений, условная протяженность которых DL £ DL0;
Е — дефекты, условная протяженность которых DL > DL0;
В — группа дефектов, сварных соединений, отстоящих друг от друга на расстояниях Dl £ DL0;
Т — дефекты, которые обнаруживаются при расположении преобразователя под углом к оси шва и не обнаруживаются при расположении преобразователя перпендикулярно к оси шва.
Обозначенные дефекты сварных соединений и швов фиксируются в протоколе ультразвукового неразрушающего контроля. Выше вы можете посмотреть образец такого протокола УЗК сварных соединений.
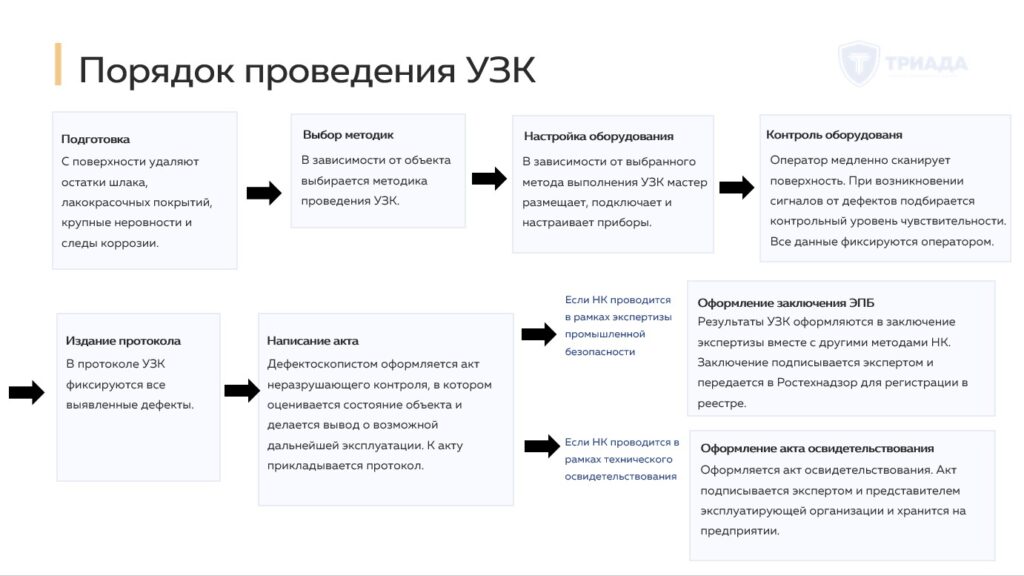
На первом этапе проведения ультразвукового контроля происходит подготовка поверхности.
С поверхностей удаляют остатки шлака, лакокрасочных покрытий, крупные неровности и следы коррозии. Дефектоскопист в зависимости от объекта выбирается методика проведения УЗК. В зависимости от выбранного метода выполнения УЗК дефектоскопист размещает, подключает и настраивает приборы.
Далее дефектоскопист медленно сканирует поверхность объекта. При возникновении сигналов от дефектов подбирается контрольный уровень чувствительности.
После проведения ультразвукового контроля дефектоскопист оформляет протокол и акт УЗК, которые содержат перечень дефектов и оценку состояния оборудования.
Наши эксперты написали для вас более 200 статей по промышленной, экологической безопасности и проектированию. Их прочтение поможет Вашему предприятию детально ознакомиться с актуальными законодательными требованиями.
Оставьте свой номер телефона и наш эксперт перезвонит вам для детального обсуждения вашего проекта. В результате подготовим детальное предложение по реализации вашего проекта.
Промышленная безопасность
Идентификация опасного производственного объекта Регистрация опасного производственного объекта Лицензия на эксплуатацию ОПО Экспертиза промышленной безопасности Экспертиза промышленной безопасности здания Экспертиза промышленной безопасности проектной документации Обоснование безопасности Декларация промышленной безопасности Техническое освидетельствование© 1991-2026 Группа Компаний Триада
ИНН: 7701010056 ОГРН: 103770005263
Разработка сайта
Заполните заявку ниже, — мы перезвоним
Получите бесплатный доступ!
Консультация эксперта!
Заполните форму, и мы свяжемся с Вами, чтобы обсудить удобное время посещения нашего офиса
Ошибка: Контактная форма не найдена.
Оставьте заявку на презентацию личного кабинета
Отклик на вакансию
Заявка на консультацию
Оставьте заявку на бесплатную консультацию и в течении 10 минут с Вами свяжется наш специалист и ответит на все интересующие вопросы
[Я принимаю условия передачи информации
Получите коммерческое предложение!
Заполните заявку, наш эксперт свяжется с вами и в течение 1 дня подготовит полноценное коммерческое предложение!
Нажимая на кнопку, вы даете согласие на обработку ваших персональных данных
Cкачайте PDF портфолио компании
Заполните заявку и сразу же получите pdf версию детального портфолио компании
Получите бесплатную консультацию
Заполните заявку ниже, — мы перезвоним
Заполните заявку ниже, — наш эксперт с вами свяжется
Заполните заявку ниже, — мы перезвоним
