

Анатолий Тужилкин
Руководитель отдела по промышленной безопасности

Руководитель отдела по промышленной безопасности
Радиографический контроль (РК) — это один из ведущих методов неразрушающего контроля, применяемый для дефектоскопии.
Метод радиографического контроля основан на зависимости интенсивности рентгеновского (гамма) излучения, прошедшего через изделие, от материала поглотителя и его толщины.
Радиографический контроль работает следующим образом: если объект неразрушающего контроля имеет дефекты, то излучение поглощается неравномерно и, регистрируя его распределение на выходе, позволяет судить о внутренней структуре объекта контроля.
Радиографический контроль используется для выявления недоступных для внешнего осмотра объектов, а также для выявления в сварных соединениях пор, непроваров, шлаковых включений, превышений проплава.
Радиографический метод позволяет выявлять отклонения сварных швов и стыков труб, находящихся на поверхности, а также дефекты, возникающие внутри объекта.
Среди них могут быть:
Радиографический контроль не может обнаружить следующие типы дефектов:
Кроме того, радиографический метод достаточно сложен в применении и для обследования требует непосредственного доступа к самому объекту неразрушающего контроля. Любые ошибки, связанные с выбором мощности просвечивания и времени экспозиции могут испортить результат радиографического контроля сварных соединений, поэтому к проведению радиографической дефектоскопии требуется отнестись с особой тщательностью.
Рассчитаем стоимость работ по техническому диагностированию, экспертизе промышленной безопасности, техническому освидетельствованию любого объекта. Имеем лицензию и свою лабораторию НК. В штате - бригада дефектоскопистов.
ведущий менеджер
по работе с клиентами
В результате контроля объекта радиографическим контролем — экспертом выдается протокол.
В протоколе указывается:
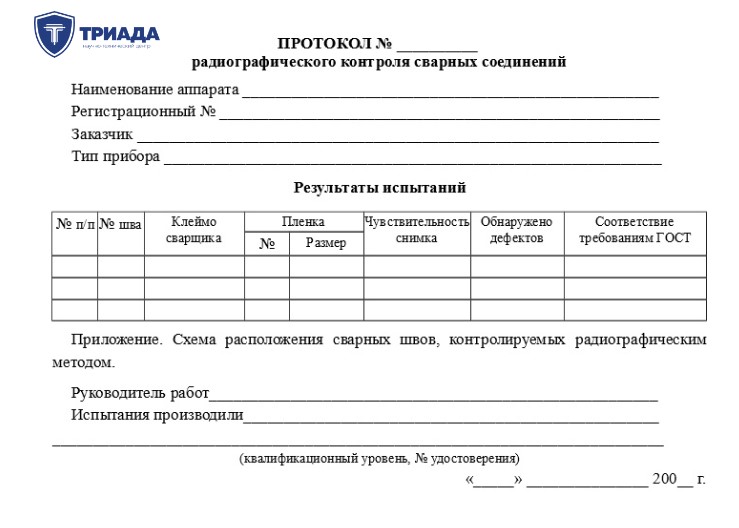
Радиографический контроль сварных соединений регулируется ГОСТ 7512-82.
ГОСТ утверждает процесс проведения радиографического контроля сварных соединений, устанавливает требования к пленке и к экрану (он должен иметь чистую поверхность).
Также для проведения радиографического контроля сварных соединений ГОСТ устанавливает необходимость проведение подготовительных работ (очистка поверхностей) и установления обязательного расстояния между исследуемой поверхностью и радиографическим дефектоскопом.
Ниже вы можете скачать ГОСТ, регулирующий радиографическую дефектоскопию сварных соединений.
Наши эксперты бесплатно проконсультируют и рассчитают стоимость услуги!
ведущий менеджер
по работе с клиентами
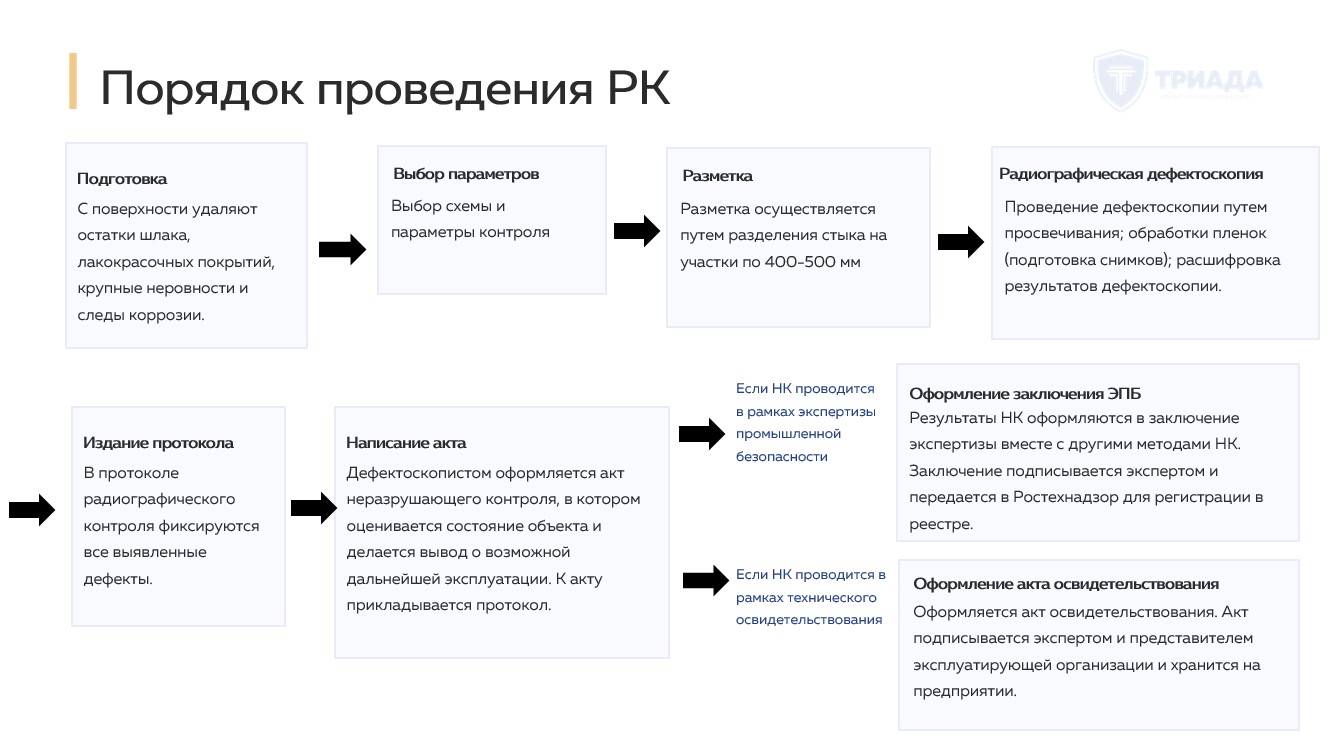
Радиографический контроль (в том числе радиографический контроль сварных соединений) проводится в несколько этапов.
На первом — необходимо подготовить поверхность к контролю, очистить ее от шлаков, масла, грязи и другого мусора. Для трубопроводов необходимо проведение разметки путем разделения стыка на участки по 400-500 мм. Разметка требуется для дальнейшей идентификации сварного соединения на снимке и контроля чувствительности радиографического дефектоскопа.
После проведения подготовительных работ дефектоскопист намечает план неразрушающего контроля, выбирает оборудование и подготавливает его к использованию. Далее проводится радиографический неразрушающий контроль в рамках которого дефектоскопист просвечивает контролируемую поверхность.
После проведения диагностирования дефектоскопист осуществляет фотохимическую обработку пленок и расшифровывает результаты. Они оформляются в протокол радиографического контроля сварных соединений и в акт неразрушающего контроля.
Радиографический контроль широко используется в нефтегазовой промышленности, где особенно важен контроль сварных стыков и соединений элементов трубопроводов. Радиографический контроль обладает следующими преимуществами:
Однако, среди недостатков радиографического контроля можно отметить высокую стоимость оборудования и расходных материалов, необходимость наличия персонала, прошедшего специальное обучение.
Наши эксперты написали для вас более 200 статей по промышленной, экологической безопасности и проектированию. Их прочтение поможет Вашему предприятию детально ознакомиться с актуальными законодательными требованиями.
Промышленная безопасность
Идентификация опасного производственного объекта Регистрация опасного производственного объекта Лицензия на эксплуатацию ОПО Экспертиза промышленной безопасности Экспертиза промышленной безопасности здания Экспертиза промышленной безопасности проектной документации Обоснование безопасности Декларация промышленной безопасности Техническое освидетельствование© 1991-2026 Группа Компаний Триада
ИНН: 7701010056 ОГРН: 103770005263
Разработка сайта
Заполните заявку ниже, — мы перезвоним
Заполните заявку ниже, — наш эксперт с вами свяжется
Заполните заявку ниже, — мы перезвоним
